| Category | Type | Category | Type |
|---|---|---|---|
| Printing devices | HP High Speed Nylon Printer | Maximum build size | 380x 285 x 380MM |
| Print material | HP PA 12 (Nylon 12) | Standard delivery time | 4-12 working days |
| Glass filled HP PA 12 | Dimensional Accuracy | ±0.3% with a lower limit of ±0.3 mm (0.012”). | |
| Layer Height | 0.1MM | ||
| Filling | 70-100% |
MJF 3D Printing Services
MJF is HP’s proprietary 3D printing process, parts are manufactured by spraying an adhesive onto a thin layer of polymer powder particles (usually nylon) and then sintering them using an IR heat source. We manufacture parts to strict manufacturing standards and verification of these requirements is included in our quality control checks that accompany every order.
- Functional prototypes: MJF is ideal for the manufacture of functional prototypes from durable, chemically resistant engineering thermoplastics.
- MJF is cost competitive in injection moulding for the manufacture of end-use plastic parts in small batches of up to 300 pieces.
MJF 3D Printing approach enables small batch production of parts and greatly improves production efficiency.Typically, you can split the materials used for MJF into rigid and flexible plastics. Rigid plastics include nylon PA11, nylon PA12 and PP, while flexible plastics include Estane 3D TPU M95A. HP’s system focuses on polyamide materials developed by HP and its partners.Wonder Tech provides a full range of mjf 3d printing services. Over nearly 20 years in the business, we’ve established consistency in 3d printing parts production. We specialize in small and large-scale 3d printing manufacturing.
MJF 3D Printing services and all our services conform to the strictest quality requirements, including ISO and NEMA standards. Our valued clients rely on our stringent quality assurance standards.We are forging ahead to provide the top support in the MJF 3d printing field, making sure that each 3d printing part satisfies our clients’ meets and specifications.
The smallest feature size that can be printed on the MJF is 0.5 mm (0.02 in.) The MJF has a print layer thickness of 80 microns (0.0003 in.), which means that it can produce very fine surface detail.To learn more about Wonder MJF 3D Printing capabilities, contact us or request a quote today.
MJF 3D Printing Parts And Components
Using this technique, we turn powder into different parts by scanning, 3d modeling, printing, and designing. Every powder block can be transformed into many different forms. However, we carefully select the materials. We used high-end 3d printing material and more. According to your exact specifications, we guarantee high-precision mjf 3d printing parts.

What Is MJF 3D Printing
Multi Jet Fusion (MJF) is a 3D printing process that rapidly produces precise and finely detailed complex parts containing powdered thermoplastics.
MJF 3D Printing Services have quickly become the additive manufacturing (AM) solution of choice for industrial applications due to the consistent and rapid delivery of parts with high tensile strength, fine feature resolution and well-defined mechanical properties.
MJF 3D printing is commonly used to manufacture functional prototypes and end-use parts, parts requiring consistent isotropic mechanical properties and organic and complex geometries.
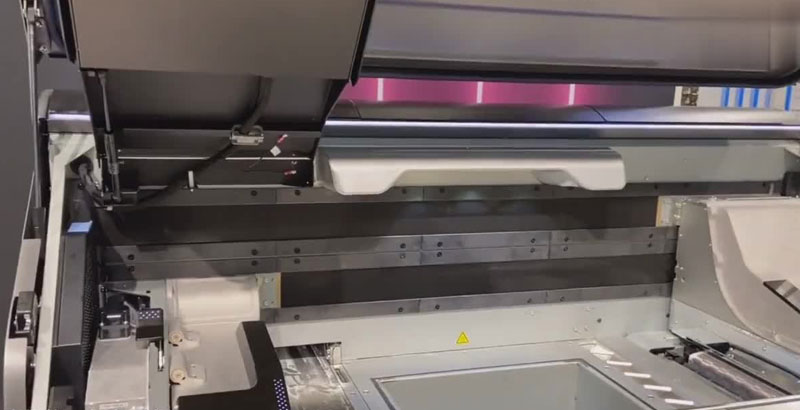
The Process Of MJF 3D Printing
Miti Jet Fusion is an industrial 3D printing process that produces functional nylon prototypes and end-use production parts in less than 1 day. The final part has a high quality surface finish, excellent feature resolution and more consistent mechanical properties than processes such as selective laser sintering.
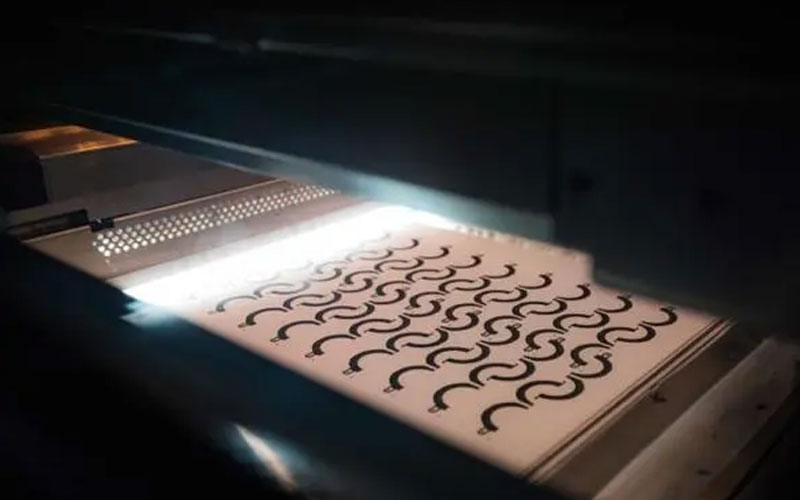
- MJF uses a spray programmable array to selectively apply fixer and refiner to a bed of nylon powder, which is then melted into solid layers by a heating element.
- After each – layer, the powder is dispensed to the] top of the bed and the process is repeated until the part is complete.
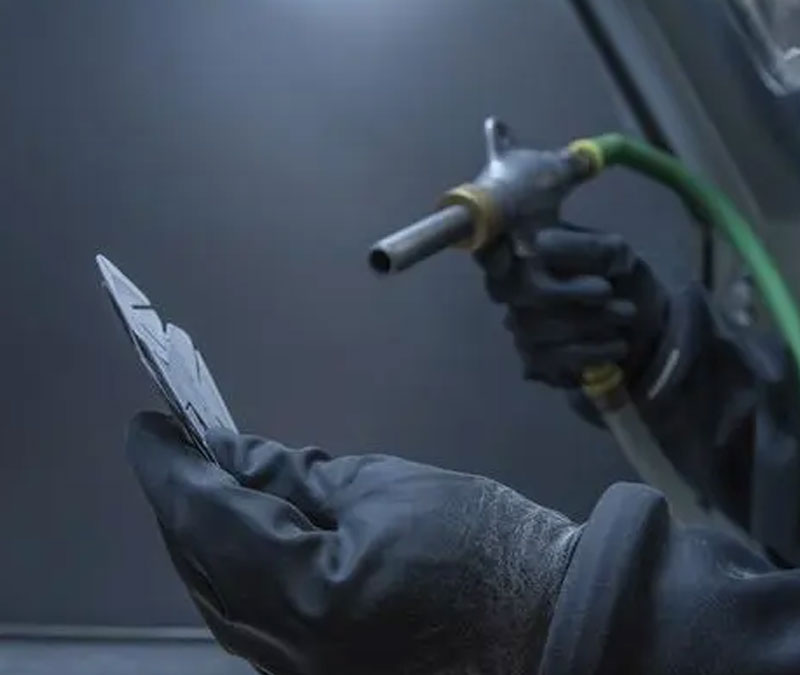
- Once printing is complete, the entire powder bed with encapsulated parts is moved to a vacuum processing station where the bulk of the loose powder is removed by integrated vacuum.
- The part is shot peened to remove residual powder and then sent to the treatment department for dyeing or secondary processing.
The Advantage Of MJF 3D Printing
The MJF allows you to produce large quantities of unique parts without relying on an array of multiple printers. It can also replace expensive casting or moulding work, and current HP systems include an additional bulk post-processing station to minimise manual finishing.
The Development Of MJF 3D Printing
First introduced to the market in 2016, the MJF was developed by HP Additive and builds on the company’s expertise in inkjet printing technology and precision mechanics. However, the development of MJF goes back decades.
In the 1990s, additive manufacturing (AM) began to transition from being used only for research and development. Real-world industrial applications in manufacturing were on the horizon. However, speed quickly became a major obstacle to this transition. For example, most 3D printers take a long time to produce parts compared to injection moulding or metal stamping.
One approach taken by early adopters of 3D printing technology to speed up production was to use ‘farms’ or arrays of machines. The idea was to use the additional processing power for higher print volumes. HP opted for a more integrated, automation-centric approach.
At the Global Additive Manufacturing Centre in Barcelona, HP developed a system that builds parts layer by layer in a large bed of powder material, with additional machines for seamless post-processing. Similar to selective laser sintering (SLS) and other powder bed fusion designs, this system has evolved into current MJF technology.
How Does MJF 3D Printing Parts Do Post-Processing?
Similar to other manufacturing processes, further processing is required before the part is ready for prototyping or end-use application. However, post-processing with MJF is relatively light compared to other AM technologies.
When you finish your print job, you are left with a build cell filled with a 3D bed of unmelted powder, which is partially buried inside.
The following are the main steps in MJF post-processing.
After all residual powder material has been removed, you may need to carry out additional post-treatment. This depends on the part. For example, consider the post-treatment required for the casting process. You may need to do more machining of features such as mating surfaces, holes, tolerances beyond the MJF capacity and internal thread capacity. Similarly, meeting specific technical requirements may require you to manually grind the part.