| Category | Type | Category | Type |
|---|---|---|---|
| Printing devices | Wiiboox 3DSL600/880,Uniontech And more | Maximum build size | 1200 x 1000 x 1000MM |
| Print material | A1 | Standard delivery time | 4-12 working days |
| Pro1 | Dimensional Accuracy | ±0.5%,with a lower limit of ±0.1MM | |
| GR (high tenacity resin) | Layer Height | 0.06~0.3(mM) | |
| WBX GW (high temperature resistant resin) | Filling | 70-100% |
SLA 3D Printing Services
SLA is 3D printing process for laser layer-by-layer curing of photosensitive resins and is ideal for producing parts that require a smooth surface (comparable to injection moulding) and high precision. SLA 3D Printing parts are usually not mechanically strong, so are best suited for non-functional prototypes, housings and visual models. We manufacture parts to strict manufacturing standards and verification of these requirements is included in our quality control checks that accompany each order.
- The dimensional accuracy is ±0.5% with a lower limit of ±0.1 mm.
- Parts are fully cured to the material manufacturer’s specification prior to shipping.
- Hollow sections must be drained of excess resin.
- All support material is removed and the support section must be sanded smooth.
We are forging ahead to provide the top support in the SLA 3d printing field, making sure that each 3d printing part satisfies our clients’ meets and specifications.
SLA (Light Curing) process is currently the most in-depth research, the most mature technology, and the most widely used rapid prototyping method. Commonly used in the manufacture of various fine molds, models, etc.Wonder Tech is an expert in the field of SLA 3D printing manufacturing in China, providing a wide range of 3D printing services, including RP (rapid prototyping services), Low volume manufacturing, design assistance, 3d modeling, 3d scanning.
At Wonder Tech, We have a full team of dedicated engineers and project managers that will work with you to verify your CAD designs, product functions, dimensional tolerances, etc. As a professional SLA 3D printing manufacturer, we deeply understand the prototype and production needs of any business. We strive to meet all specified times to deliver products with quality guarantees to our clients worldwide at affordable prices.
Upload your files, get an immediate quote and be ready for manufacturing in less than 5 minutes
Common Materials Of SLA 3D Printing
Due to their low viscosity, excellent weather resistance, low curing shrinkage, high crosslink density and high reactivity, alicyclic epoxy resins are very widely used in SLA 3D printing and are one of the most important matrix oligomers.The resistance of SLS 3d printing prototypes to the environment (temperature, humidity, and chemical corrosion) is similar to that of thermoplastic materials; SLA 3d printing prototypes are susceptible to moisture and chemical erosion, and in more than 38 ℃ environments they will become soft and deform.
We summarize the advantage and disadvantage of common SLA resins.


| Material | Characteristics | Disadvantages |
| Standard resin | Smooth surface finish | Brittle |
| Clear resin | Transparent | Post-processing for surface clear |
| Castable resin | Low ash after burnoutMold patter creation | |
| Tough or Durable resin | Mechanical properties similar to ABS or PP | Low thermal resistance |
| High temperature resin | High temperature resistance | High cost |
| Dental resin | Biocompatible High abrasion resistance | High cost |
| Rubber-like resin | Rubber like material | Low dimensional accuracy |
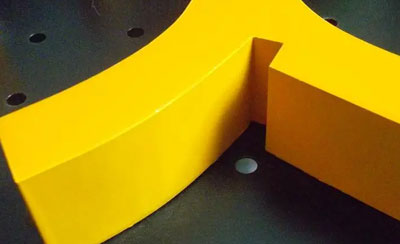
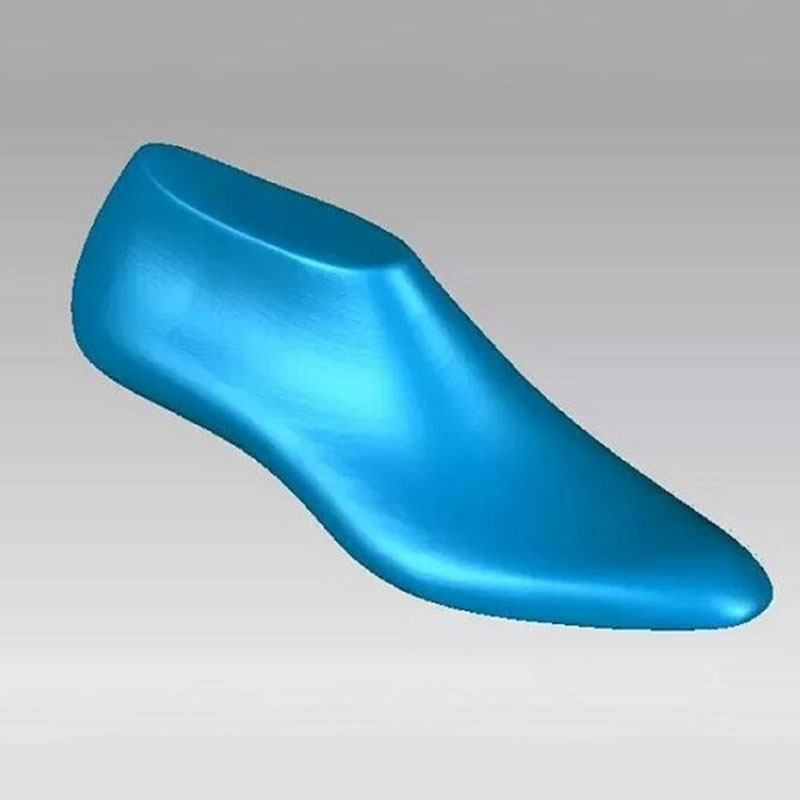
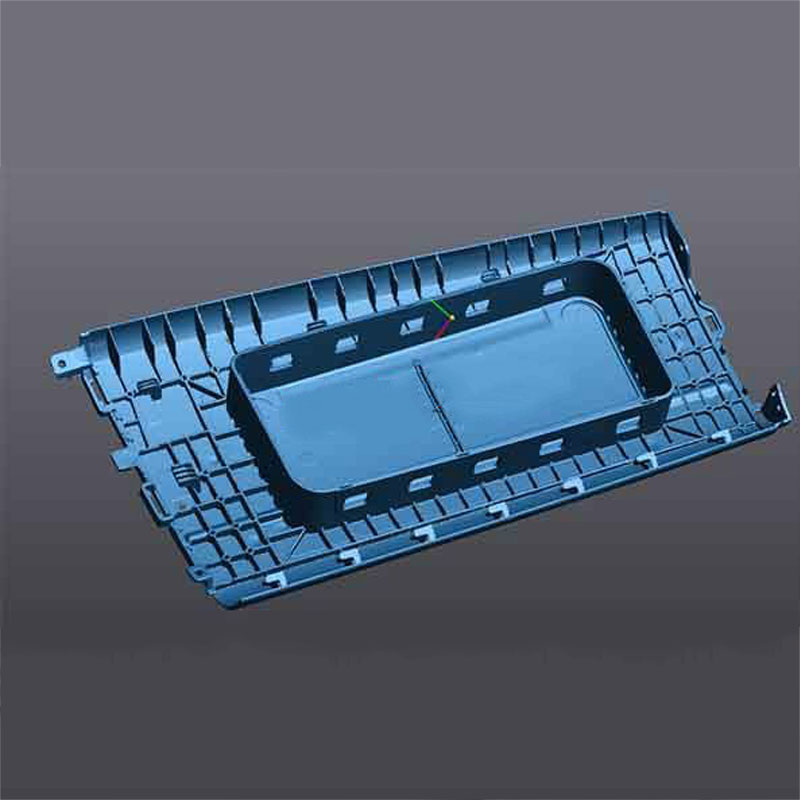
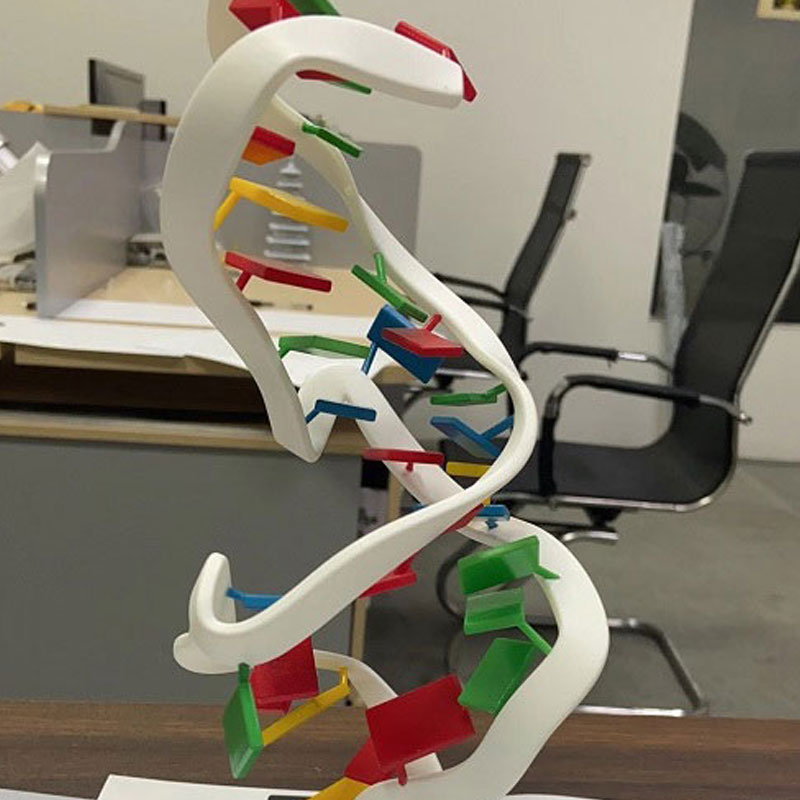
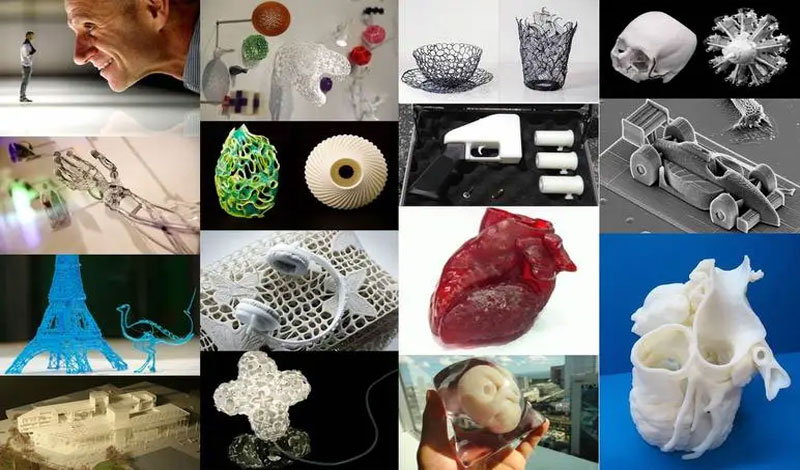
SLA 3D Printing Parts And Components
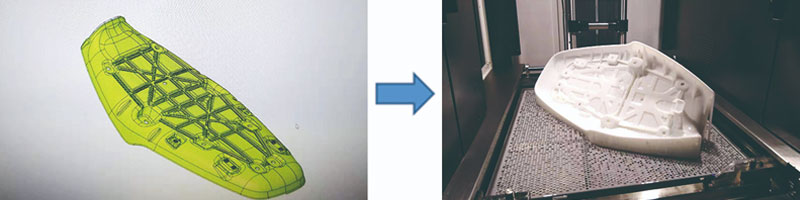
SLA 3D Printing, as a 3D printing and forming method, has been accepted by the public and is widely used in many fields due to its diverse and inexpensive materials. The SLA process generally requires cleaning, de-supporting, sanding and re-curing in order to obtain a product that meets the requirements. SLA process requires the addition of supports for overhanging wall parts, where the product and the supports are of the same material, and for coloured models, a post-colouring process. Here is a case study of our SLA 3d printing.



The Applications Of SLA 3D Printing
- Rapid handling of high precision, high surface quality, multi-detailed manual samples for visual verification, assembly calibration and, in some cases, functional testing.
- Special requirements with corresponding characteristic materials (usually for short time), e.g. heat resistant resins.
- SLA 3D printed products with good surface quality, high precision for use in casting moulds.
SLA 3D Printing high precision, high surface quality, multi-detail hand-made prototypes for concept models, general parts, appearance verification, assembly verification and in some cases functional testing in the fields of automotive moulds, medical biology, consumer electronics, games and animation, architectural design, sculptural modelling, home decoration, etc.
Industrial parts: Using SLA3D printers in close connection with traditional precision casting, it is possible to offer a mould-free production process for industrial parts in the prototype phase or for small series production. As a result, more complex structures can be designed and produced, which are particularly suitable for customised products and completely new products.
Construction industry:Traditional architectural models are generally made by hand, using materials such as cardboard, KT board, wood board, plastic rods, transparent film, PVC board spray paint, carved building department and other material processes. The disadvantages are that the process is complex, time consuming, labour costs are too high, and the cycle time is long and the accuracy of details is low etc. ……Using SLA 3D printing can be shaped in one step, perfectly presenting the designer’s architectural ideas, convenient and time-saving, and also saves money, avoiding multiple procedures such as carving building parts and overall combination. It costs 30% of what it used to cost, saves over 60% of time, and avoids mistakes caused by human processing, and can break through the traditional processing requirements and restrictions on shape, many architects use 3D printed architectural models to visualise the model. It is easy to display, and the design can be modified in time by checking the 1:1 physical model.
Education: Applications in the education industry are divided into 3D printing technology teaching applications, 3D printing teaching aids applications and 3D printing technology innovation project competition supplies applications.
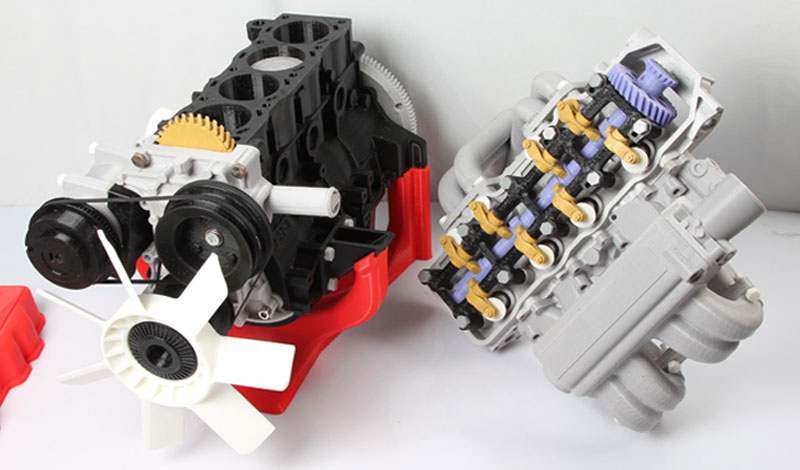
SLA Printing In Automotive Applications
There are many types of 3D printing technology, and the corresponding application areas are different. This time, we will introduce you to SLA light-curing 3D printing technology in the automotive industry, so that you can understand 3D printing technology from the application side.SLA 3D printing in the automotive industry is mainly used in the design, structural verification, re-moulding prototypes and casting of these directions. The upstream companies involved are the mainframe manufacturers and auto parts factories. The main processing characteristics are
- High precision to meet the requirements of product assembly verification at the industrial end.
- Good surface finish results, reducing the complexity of post-treatment processes.
- Fast processing speed.
With the gradual diversification of the properties of photosensitive resins for light-curing molding materials, the applications are becoming more and more widespread. Photosensitive resin has a class PP performance, its flexibility, can be printed out assembly requirements of high snap parts; high temperature 200 degrees hardness of the class ceramic materials and high transparency of the class acrylic material, used for automotive lights trial verification.





What Is SLA 3D Printing Technology
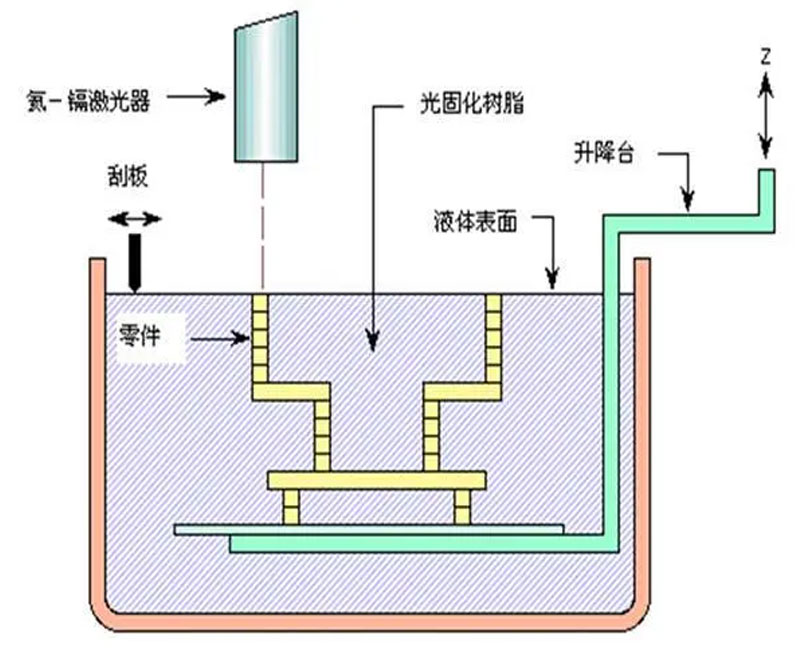
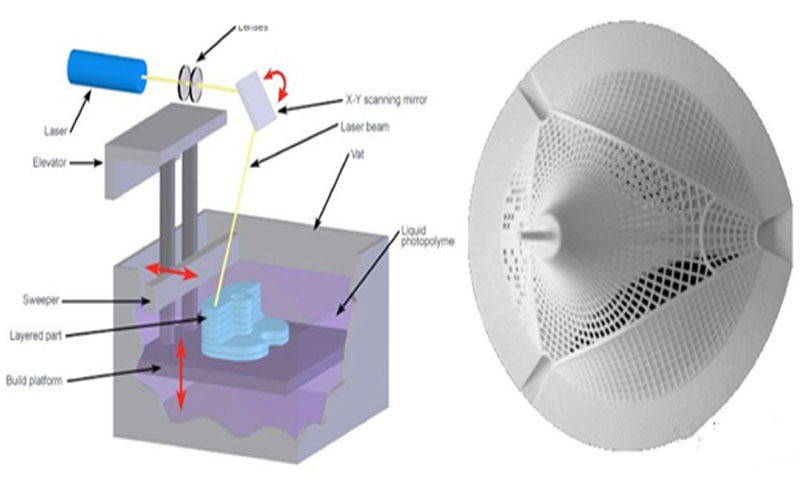
SLA technology, known as StereolithographyAppearance, uses a laser to focus on the surface of a light-cured material, causing it to solidify from point to line and from line to surface in a sequential manner, over and over again, so that the layers form a three-dimensional entity.
SLA is the earliest practical rapid prototyping technology, using liquid photosensitive resin raw materials, and the process principle is shown in the diagram. The process is to first design a three-dimensional solid model through CAD, using discrete programs to slice the model and design the scanning path, the data generated will precisely control the movement of the laser scanner and lifting table; the laser beam through the CNC-controlled scanner, according to the designed scanning path to the liquid photosensitive resin surface, so that a layer of resin in a specific area of the surface curing, when a layer of processing When the layer is finished, a cross-section of the part is created; the lift table is then lowered a certain distance and the cured layer is covered with another layer of liquid resin, and then a second layer is scanned, with the second cured layer firmly bonded to the previous cured layer, so that layer by layer the three-dimensional workpiece prototype is made. The prototype is then removed from the resin, final cured and treated with light, plating, painting or colouring to obtain the required product.
The raw material for SLA light-curing moulding is generally a liquid photosensitive resin, a mixture of photoinitiator, monomer polymer and prepolymer, which can be irradiated with a specific wavelength of UV light (250 nm ~ 400 nm) to cause an immediate polymerisation reaction and complete the curing process, thus enabling the production of highly accurate objects.
SLA technology is mainly used for the manufacture of a wide range of moulds, models, etc. It is also possible to replace wax moulds in investment casting with SLA prototype moulds by adding other components to the raw material. Therefore the development of photosensitive materials with low shrinkage, fast curing and high strength is its development trend.
The Advantage Of SLA 3D Printing
- The light-curing method is the first rapid prototyping process to emerge, with a high degree of maturity and the test of time.
- Prototypes made directly from CAD digital models, fast processing speed, short product production cycle, no cutting tools and moulds.
- Manufacturing of prototypes and moulds with complex structural shapes or difficult to shape using traditional means.
- To visualise the CAD digital model and reduce the cost of error repair.
- Provide specimens for experiments, which can verify and calibrate the results of computer simulation calculations.
- Can be operated online and can be controlled remotely, facilitating the automation of production.
The Design Specifications Of SLA 3D Printing Technology
In reality there is no such thing as thickness, so attention should be paid to the detail structure of the model when designing.The SLA 3D Printing process detail structure requirements are generally
- Minimum detail wall thickness: 0.6mm (large area sheet thickness to be greater than 2mm).
- Minimum independent column diameter: 1mm.
- Minimum convex (concave) stroke width: 0.35.
- Minimum hole diameter: 1mm.
- Minimum gap: 0.4mm.
The Design Principles Of SLA 3D Printing Technology
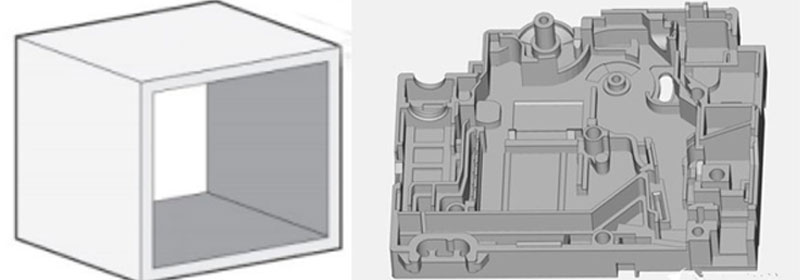
The Principle of Extraction Shell Wall Rhickness
For thicker models, if the shell extraction does not affect its performance, it is recommended to extract the shell, which can reduce the weight of the model and reduce the cost of the model. The wall thickness should be increased accordingly. For small (≤200mm) and medium sized parts (200-400mm), a minimum wall thickness of 2mm is recommended; for large sized parts (≥400), a minimum wall thickness of 3mm is recommended.
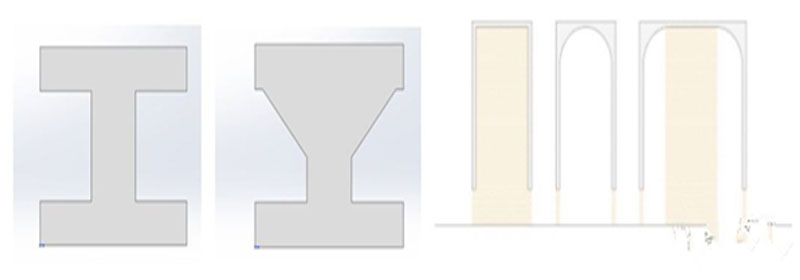
35° Design Principle
As mentioned earlier the SLA process requires additional support for the overhanging wall area, and the critical value of the overhanging wall angle is generally 35°. Therefore, without affecting the performance of the model, the angle between the overhanging wall and the bottom surface can be designed to be greater than 35° when the model is designed, and rounded corners can be added where appropriate to reduce support and ensure the size and surface quality of the model.
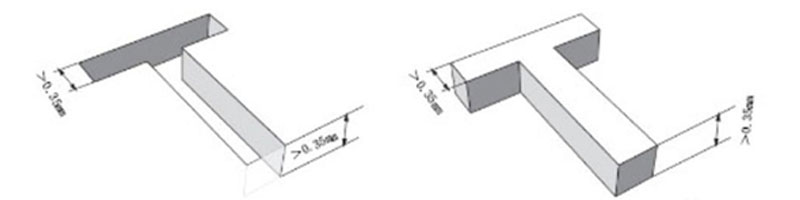
0.35mm Convex And Concave Detail Principle
For recessed text or surface detail, a line width of at least 0.35 mm and a depth of 0.35 mm is generally recommended, and for raised text or surface detail, a width of at least 0.35 mm and a raised height of at least 0.35 mm is recommended.
Assembly Principle
For assemblies that can be easily disassembled, we choose to print them apart, so that the free placement of the parts does not affect the best surface quality of the product, and it is generally recommended that the assembly gap is >0.3mm.
However, for some of the movable models printed in one piece, some parts cannot be disassembled, but of course they can also be printed, it is generally recommended that the assembly gap is ≥ 0.4mm, otherwise they may be printed as one with other parts.
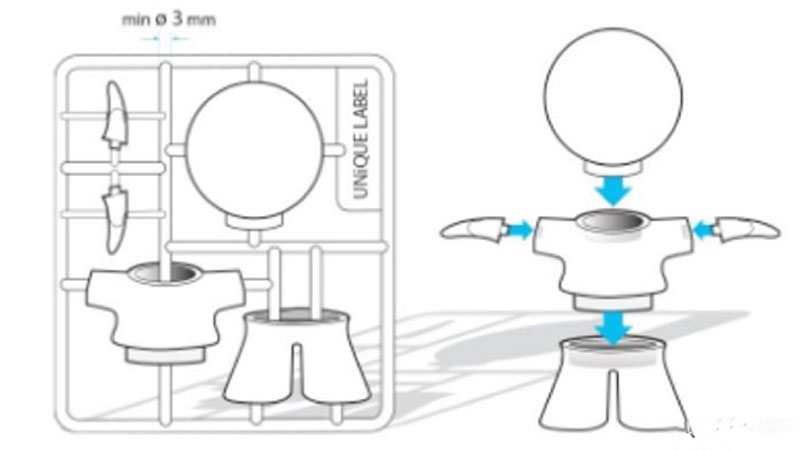
Sometimes for printing convenience, you can also use a support beam to connect all the shells, so that you can ensure that your parts will not be lost when printing in large quantities, it is generally recommended that the thickness of the support beam is not less than 3mm.
The Other Considerations And Principles Of SLA 3D Printing Technology
45° Placement Principle
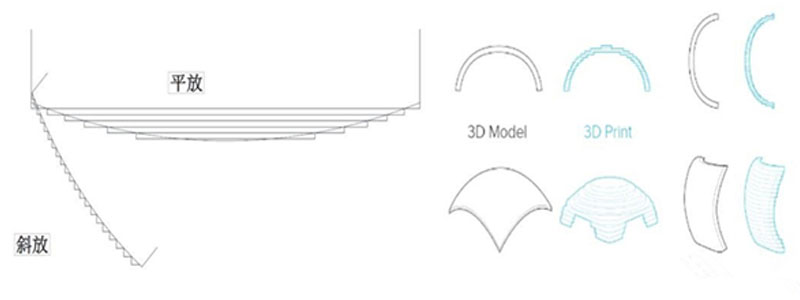
Model placement has a great impact on the surface quality and strength of the product, it is generally recommended that the complex features of the workpiece face upwards, the workpiece with curved surfaces is placed horizontally with a very obvious step texture, similar to an isometric topographic map, it is generally recommended that it be placed at an angle of 45° to the bottom of the platform or upright, long workpieces and scrapers are generally placed vertically or at an oblique 45°.
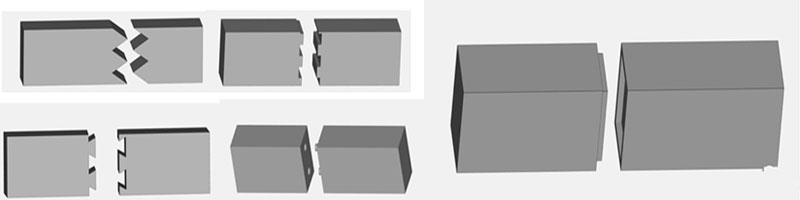
Oversize Splicing Principles
For oversized parts that exceed the size of the printing platform, the splicing method can be used, and it is generally recommended that the splicing gap is > 0.3 mm. triangles, rectangles, serrations, tabs and pins can be added for positioning connections when splicing, and AB glue is used for bonding.
Process Hole Principles
In order to ensure the smooth flow of liquid resin out of the inner cavity of the model after shell extraction, to reduce the weight of the model and lower the cost of model production, holes should be cut in the non-important surface of the model, the diameter of the open hole is related to the size of the open surface of the model, but it is generally recommended that the minimum hole diameter is 3mm and the maximum is 30mm, depending on the size of the model and the specific structure of the design, the process holes can be plugged up after the end of the post-processing and can be slotted After the post-treatment, the process holes can be plugged up and can be positioned with a slot, and then after a moderate amount of sanding it is ready.
The Principles Of Colouring SLA 3D Printing Parts
For simple colouring parts, it is possible to use integrated printing and then colouring. For complex colouring parts, the colouring model should be disassembled according to the requirements of colouring, and then assembled after colouring, and the assembly principle should be in accordance with the principle of splicing to leave the connection structure and gap.